电渗析过程和系统设计
电渗析的效率很大程度上是由膜的性质。但也影响过程和系统设计,确定极限电流密度,当前的利用率浓差极化等等。因此,流程设计对整体效率有很大的影响和成本在电渗析(22、23)。
以下4.4.1电渗析堆栈和工艺参数
电渗析是所谓的堆栈的一个关键因素,这是一个设备将一个数组之间的膜电极,所处理的流保持分离。一个典型的电渗析堆栈用于海水淡化包含100 - 300细胞对电极之间的叠加。包含电池的电极两端的栈通常与一个单独的清洗解决方案,而不包含Cl_避免氯离子的形成。
细胞的膜电渗析分离,间隔垫片表示在图9中,显示示意图的设计所谓的层流电渗析堆栈。间隔垫片由一个屏幕,支持细胞的细胞膜和控制流分布和垫片密封的细胞外,还包含集合管分配过程流体在不同的隔间。尽量减少电池解决方案的阻力,两个之间的距离
离子交换膜电极
离子交换膜电极
-

- 图9片流类型的爆炸视图电渗析堆栈安排,表示包含多方面的单个细胞和间隔垫片流流的分布不同。

膜是保持尽可能小,0.5 - 2毫米的范围内工业电渗析栈。适当的电渗析堆栈设计确保均匀流分布和混合的解决方案,以减少膜表面的浓差极化最小化的解决方案的压力损失流量堆栈。
浓差极化和极限电流密度。极限电流密度的最大电流可以通过给定细胞对区域没有不利影响。如果超出极限电流密度,电阻的diluate将增加和水分离可能发生在膜表面,影响电流利用率和可导致pH值变化的解决方案。
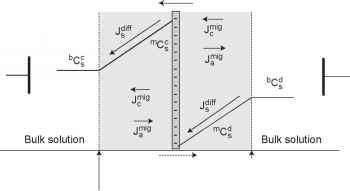
极限电流密度是由膜表面的浓差极化diluate包含室,这是由diluate浓度,隔间设计,feedflow速度。浓差极化在电渗析离子迁移数的差异的结果在解决方案和膜。反离子的迁移数的离子交换作用膜通常是接近1,co-ion接近0,而溶液中阴离子和阳离子的运输数量不是非常不同。在表面阳离子交换膜面对diluate解决方案,溶液中离子的浓度减少由于运输数量溶液中阳离子的低于膜。由于电中性的要求,负离子的数量减少了边界层的迁移方向相反。最终的结果是减少电解质浓度的解决方案在膜的表面和建立浓度梯度在膜表面之间的解决方案和混合。这种浓度梯度导致扩散电解质运输。稳态情况下获得额外的离子时,需要平衡那些远离界面膜由于传输速率越快,是由扩散提供的交通工具。阳离子交换膜的另一边脸的集中解决电解液浓度在膜表面增加了。浓差极化的影响体现在图10中,显示了盐浓度配置文件和通量的阳离子和阴离子和diluate解决方案集中在阳离子交换膜的表面。
图10中的符号J和C表示通量和离子的浓度,标米格和diff指迁移和扩散
阴极
阴极
阳极idiff Js
层流边界层
图10示意图说明盐的浓度资料两边层流边界层的阳离子交换膜通量和膜的离子解决方案。
阳极idiff Js
层流边界层
图10示意图说明盐的浓度资料两边层流边界层的阳离子交换膜通量和膜的离子解决方案。
标d和c指diluate,集中解决方案,和标b和m指体相,膜表面,分别下标a, c和s指阴离子,阳离子,分别和盐。
浓度极化发生在电渗析可以通过质量平衡计算考虑边界层中所有的通量和水动力条件的膜之间的流动通道。第一近似,在膜表面的盐浓度可以计算通过应用所谓的能斯特电影模式,它假定层流边界层之间的本体溶液有一个统一的入口到出口。在一个实际的电渗析堆栈,将入口和出口的影响和理想化的模型几乎不存在。然而,能斯特模型提供了一个非常简单的浓差极化的数学处理方法,导致电流密度的表达式作为本体溶液浓度的函数,离子的迁移数,电解液的扩散系数和层流边界层的厚度。
我是电流密度,T反离子的迁移数,直流的解决方案之间的浓度差diluate在膜表面和体积,扩散系数D, F法拉第常数,z电荷数,Zb边界层厚度,下标我指的阳离子或阴离子,D,和标m和s指diluate,膜,分别和解决方案。
流条件保持不变时,边界层将恒定,电流密度将达到一个最大值的独立应用电势梯度。最大电流密度,这被称为极限电流密度,达到平衡离子浓度在膜表面变成0。因此,我为m - ilim Cd !0。
ZiFDs bCd ilim - Tm _结核病^ (18)
其中ilim是极限电流密度和b Cd的盐浓度diluate本体溶液。所有其他符号有相同的意思同Eq。(17)。
能斯特电影制造模型的假设往往是不允许的在电渗析堆栈。因此,极限电流密度在实际应用中通常是通过实验确定和描述为一个函数的feedflow速度电渗析[23]堆栈由以下关系:
光盘在哪里diluate细胞溶液的浓度,u的线性流速通过细胞平行于膜表面,解决F法拉第常数,a和b是特征常数对于一个给定的堆栈必须确定设计和实验。这样做是在实践中通过测量极限电流密度在一个给定的堆栈配置在恒定饲料溶液盐浓度的函数feedflow速度。
目前的利用率。在实际应用中,电渗析受到不完整的电流利用率。不完整的原因目前利用膜选择通透性差,平行电流通过堆栈歧管,和水通过对流运输,由于渗透和电渗。在一个设计良好的堆栈diluate之间没有压差和集中注意力,对流水运也可以忽略低,电流通过歧管可以被忽视。
在这种情况下,由当前的总体利用率
X - n (Ccm Ta + camT0[1 -(读写存储器+ Twm)大众(csnd - coutd)] (20)
其中X是当前利用;C是膜选择通透性;T是运输数量;n是细胞对堆栈的数量;大众是水的偏摩尔体积;和c浓度;a、c、s和w指的是阴离子,阳离子,解决方案,和水,分别;厘米,和标,印第安纳州,outd指阳离子交换膜,阴离子交换膜,diluate堆栈在进口和出口处标,分别。
电渗析设备和装置设计。在大多数商业应用电渗析栈,膜排列在平行的两个电极之间,由间隔也持有集合管的分布在图11中所示的单个流道。有两个主要概念的建筑间距器而言。一个是所谓的片流间隔概念,图11所示,另一个是所谓的曲折的路径的概念,见图11 b。片流之间的主要区别和曲折的路径流动间隔是在层流垫片车厢垂直安排和流程路径是相对较短。细胞中的流速的解决方案由两个膜和一个垫片
集中或diluate出口
集中或diluate出口
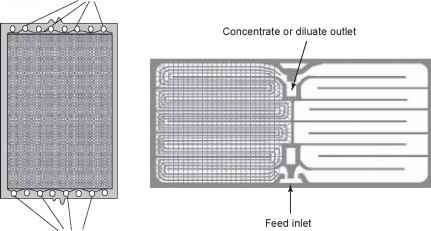
饲料进口
图11示意图说明层流和曲折的道路隔离的概念。
饲料进口
图11示意图说明层流和曲折的道路隔离的概念。
在2和4之间cms_1压力损失是0.2 - -0.4条。在曲折的路径流动堆栈,膜间隔器横向排列,蜿蜒的断路器,它定义了很长一段狭窄的通道流体路径。堆栈的feedflow速度相对较高,也就是说,6 - 12 cms1,它提供了一个更好的控制浓差极化和更高的极限电流密度,但feedflow渠道的压力损失是相当高的,也就是说,1和2之间的酒吧。
在实际应用电渗析,有两个主要过程操作模式。第一个被称为单向电渗析和第二个电渗析逆转[24]。在unidirectional-operated电渗析系统中,永久应用在一个方向上的电场和diluate集中细胞也永久固定在此期间的操作。Unidirectional-operated电渗析膜污染植物,而敏感和扩展,需要定期清洗栈的酸或洗涤剂的解决方案。在海水淡化咸水或地表水,一般应用电渗析逆转。在电渗析逆转操作模式下,极性电场应用于电渗析栈的逆转在一定的时间间隔。同时,流流相反,diluate细胞成为集中细胞,反之亦然结果物质在膜表面会重新溶解沉淀和删除流流穿过细胞。反向电渗析的原理见图12。
图12显示了一个电渗析单元单元由两个电极之间的阳离子和阴离子交换膜和一个提要的解决方案包含带负电荷的大型“污垢”组件。如果一个电场,这些组件迁移到阴离子交换膜,将沉积在其表面形成一个所谓的污染层,从而影响效率电渗析过程。如果极性逆转,带负电荷的组件将远离阴离子交换膜迁移回原料流和膜性能恢复。这个过程,被称为“清洁到位,”不仅是非常有效的去除胶体污染材料的使用也为去除沉淀盐和今天在几乎所有电渗析海水淡化系统。
然而,扭转堆栈的极性必须伴随着逆转流的流。这需要一个更复杂的流控制。电渗析装置操作的流程图和反极性图13所示。在反极性操作模式下,液压
胶体沉积阴极
胶体位移阳极
流
胶体沉积阴极厘米
胶体位移阳极
流
(一)阴极阳极(b)厘米
(一)阳极(b)阴极
图12示意图说明的带负电荷的胶体沉积组件表面的阴离子交换膜电渗析的反向电场反转操作模式。
-

- 图13流程图的反向电渗析与饲料连续操作模式解决方案还用作电极冲洗。

同时流流是相反的,即diluate细胞将成为盐水细胞,反之亦然。在这种操作模式下,电流的极性改变在特定时间间隔从几分钟到几个小时。
逆转极性和流流的时候,有一段时间当脱盐产品的浓度超过产品质量规范。因此,产品水出口浓度传感器,控制一个额外的三通阀。这种阀门转移高浓缩产品浪费,当浓度
-

- 图14流程图的电渗析堆栈在饲料和出血模式下操作,也就是说,diluate的部分回收和集中的解决方案。

返回指定的质量,指导产品出口。因此,在电渗析逆转,总有一定量的产品失去了废物流。
海水淡化的程度,可以通过实现饲料的解决方案通过一个堆栈是一种溶液浓度的函数,应用电流密度和停留时间的解决方案堆栈。如果海水淡化的程度或浓度,可以实现在一个路径通过堆栈是不够的,有几个栈操作串联或部分diluate或集中反馈给饲料的解决方案,如图14所示。
在所谓的饲料和流血的操作模式下,盐水和产物浓度可以独立决定,可以获得很高的回收率。
4.1.2电渗析过程成本
电渗析的总成本是固定支出的总和与植物相关的投资成本和工厂运营成本。资本成本以及植物的单位产品的运营成本是一个功能饲料的解决方案和所需的产品和盐水的浓度。但他们也强烈影响工厂生产能力和总体流程设计[23]。
与投资相关的成本。投资成本主要取决于所需的膜面积为某工厂生产能力。其他项目,如泵和过程控制设备是所需的膜面积的一小部分。所需的膜面积为给定的植物可以从当前的计算能力需要从饲料中删除一定数量的离子解决方案。因此,海水淡化过程所需的总电流正比于饲料和diluate之间的浓度差的解决方案,的总容积流量diluate通过堆栈和法拉第常数。它是成反比的细胞对堆栈和当前的利用率。总电流通过的堆栈
QdtF (Cind - Coutd) AJ QdenF (Cind - Coutd)。
NcellX N细胞X c£11
因此
Ncell Qcell - Qst和NcellAcell Ast和«- - - - - - (22)
我,我代表电流和电流密度,一双是细胞区域,Ncell指细胞对堆栈的数量,Q是体积流量,C表示浓度相当于每卷,F是法拉第常数,X当前的利用率。下标st和细胞指堆栈和细胞,和标outd印第安纳指diluate堆栈出口和进口。
栈是恒定的电压降整个单元长度的堆栈,而阻力变化饲料进口产品出口将增加的电阻diluate浓度变化的结果。因此,电流密度也降低饲料的入口diluate退出。电流密度与电阻和电压
科大——Ncell iRRAcell (23)
堆栈上的电压降,哪里Acell是细胞对区域和RR是一对细胞的平均阻力。
平均阻力RR可以从共同平均计算
直流diluate向心性和集中细胞C和C[23]给出的
细胞
D ln (C / Cmc) (Cout7 Coutd)
RR平均阻力,Ncell和Acell细胞的数量对堆栈和Cind Coutd diluate的盐浓度的细胞在进口和出口处标Cinc的盐浓度和Coutc集中在进口和出口处标,Aeq等效电导率的解决方案在细胞,D细胞厚度、抗性和ram和rcm膜区域。
电渗析堆栈的电压降是膜的电阻的结果和解决方案,集中集中和diluate流之间的电位差,和相关的电压降电极反应。实际应用中使用的大多数电渗析栈由几百个几何相同的细胞,它们在顺流流程操作,它可以假定浓度势以及电极反应可以被忽视,在感兴趣的浓度范围,相当于电导率是独立于浓度[23]。由于电压降电流密度成正比,不应超过极限电流密度,有一个最大的可能应用的电压降。最大压降之间的关系,给出了极限电流密度
U马克斯- N切利'lim-R ^细胞- N细胞如:
我x
ln (Cind / Cinc) (Coutc / Coutd)„J (25)
其中Umax是最大应用电压堆栈和tlim极限电流密度。所有其他符号是相同的Eq。(24)。
某工厂生产能力所需的膜面积作为饲料和产品浓度的函数获得的组合,和方程式的重新安排。(21)- (25)
ln (Cind / Cinc) (Coutc / Coutd) + (Aeq (ram + rcm) (Cind - Coutd) /)
圣(Coutd / Coutc) + 1 + (AeqCoutd / A) (ram + rcm)
d outd
Ast是总膜面积在堆栈和Nceu细胞对堆栈的数量。所有其他符号一样的方程式。(24)和(25)。
与投资相关的总成本取决于膜的价格和他们的使用寿命在操作条件下,在实际应用5 - 8年,在其他工厂组件的价格和他们的生活。
运营成本。运营成本是由劳动力成本,工厂的维护成本,能源成本。劳动和维护成本与植物的大小成正比,各项成本的比例计算。一个电渗析过程所需的能量是一个添加剂两个方面:(1)电能传输离子通过膜组件从一个解决方案到另一个解决方案,(2)泵所需要的能量通过电渗析装置的解决方案。能源消费由于电极反应通常可以在现代以来被忽视的电渗析堆栈超过200细胞对被放置在两个电极之间。操作过程控制设备所需的能量也通常可以被忽略。
实际所需的总能量在电渗析脱盐过程是由当前经过电渗析堆栈乘以总电极之间的电压降遇到:
艾德- 1 st Ustt
ed是能源消耗在堆栈的转会离子从进料到集中的解决方案,是当前通过堆栈,堆栈的电压,也就是说,在电极之间,和t的时候操作。
总电流的堆栈是情商。(21)和电压的堆栈是情商。(24)。将两个方程引入Eq。(26)和除以diluate给海水淡化能源每卷产品:
N cellt
Acell V,亲
D ln (C / C公司)(coutc / Coutd)
继续阅读:与双极膜电渗析
这篇文章有用吗?
读者的问题
-
凯蒂24天前
- 回复