过程描述721影响堆肥的因素
堆肥表示细菌、放线菌和真菌在不同阶段的一系列混合种群的组合活性。影响堆肥生物学的主要因素是水分,温度、pH值营养浓度和供氧量。
有机物的分解依赖于水分。低于40%的水分可能会限制分解的速度。最佳含水率为50 ~ 60%。含水率对堆肥桩的结构完整性和足够的孔隙度也很重要。如果初始堆肥混合物的水分超过60%,将无法达到适当的结构完整性,混合物将不能很好地分解。
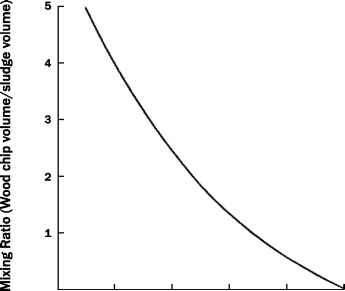
脱水的市政污泥通常是18 - 35%的固体(65 - 82%的水分),这取决于所使用的脱水设备的类型。这样的污泥饼太湿,不适合堆肥。将污泥饼与干膨化料混合,可降低污泥饼的含水率。表7.1列出了一些常用的膨松剂及其特性。图7.3显示了固体含量的影响脱水污泥饼对所需的木屑与污泥体积的混合比例有一定的要求。该插图是特定于现场的,曲线将根据污泥和膨胀材料的相对挥发性和固体含量而移动。在这个例子中,含有18%固体的污泥所需的木屑量大约是35%污泥饼所需量的三倍。高固体污泥饼将减少所需膨胀材料的数量和混合和筛选膨胀材料的材料管理成本。然而,当与膨胀剂混合时,固体含量为30 - 35%的泥饼可能不会均匀地破碎成小块。这就需要更复杂的混合设备,这会增加成本和维护要求。如果混合物不均匀,通过堆肥材料的气流就会不均匀,使一些区域成为厌氧并产生气味。应针对特定地点进行经济分析或对给定原料进行试验测试,使用各种膨胀剂和混合策略,以确定特定堆肥设施的最佳方法。
为了最高效的运行,堆肥过程取决于50至65℃的温度,但不高于70℃。为了获得最佳效果,堆肥前几天的温度应保持在50 - 55°C之间,其余时间的温度应保持在55 - 60°C之间。在很长一段时间内高于65至70°C的温度不利于微生物的活动。然而,嗜热菌群由温度活性可在60 - 75℃之间振荡的细菌组成。水分含量,曝气率,桩的大小和形状,大气条件和营养物质
填充剂 |
特征 |
木屑 |
通常,会被购买。 |
筛检回收率高(60 ~ 80%)。 |
|
补充碳的好来源。 |
|
碎树皮 |
通常,会被购买。 |
筛查中回收率中等(50 ~ 70%)。 |
|
补充碳的好来源。 |
|
的刷 |
可能可用作废料。 |
筛查回收率低(40 ~ 60%) |
|
因为罚款比例很高。 |
|
补充碳的好来源。 |
|
堆肥固化时间长,因其持续存在 |
|
未回收细粒的分解。 |
|
锯末和地面 |
可能可用作废料。 |
浪费木材 |
如果相对来说是补充碳的好来源 |
新鲜。 |
|
如果老了,补充碳的来源很差 |
|
非常干燥,因为更容易挥发 |
|
碳缺失了。 |
|
回收率极低,导致体积大 |
|
堆肥。 |
|
叶子和庭院废弃物 |
可作为废料. |
一定是碎了。 |
|
湿度范围广,要求密闭 |
|
注意物料平衡. |
|
现成的补充碳的来源。 |
|
孔隙率相对较低。 |
|
不可恢复,导致体积大 |
|
堆肥。 |
|
碎轮胎 |
经常与其他膨胀剂混合。 |
不提供补充碳。 |
|
几乎100%可回收。 |
|
可能含有金属。 |
|
农业残留物 |
可用性是区域性的。 |
比如稻壳 |
可能可用作废料。 |
补充碳的好来源。 |
|
回收率极低。 |
资料来源:部分改编自1998年世界经济论坛。
资料来源:部分改编自1998年世界经济论坛。
影响温度分布在堆肥堆里。例如,如果存在过多的水分,热量将通过蒸发带走,因此温升将较小。另一方面,低水分含量会降低微生物活动的速度,从而降低热的进化和保留的速度。
10 20 30 40 50
图7.3固体含量对木屑与污泥体积比的影响。
10 20 30 40 50
固体百分比在污泥
图7.3固体含量对木屑与污泥体积比的影响。
pH值堆肥混合物通常应该在6到9之间。最佳pH值大多数细菌的生长范围在6 - 7.5之间,真菌的生长范围在5.5 - 8之间。尽管在整个堆肥过程中,堆中的pH值会发生变化,但它基本上是自我调节的。改变pH值以获得最佳的生物生长是很困难的。因此,还没有发现它是一种有效的操作控制。pH值的影响将在本章后面进一步描述。
碳和氮都是微生物生长所需的能量来源。微生物从每一部分氮中提取出约30个重量的可生物降解碳。因此,堆肥混合物中最理想的碳氮比在25:1到35:1之间。较低的比例增加了氮挥发为氨的损失,导致堆肥营养价值的损失和氨气味的排放。较高的比例导致堆肥时间逐渐延长,并且有机材料在固化阶段仍保持活性(Poincelot, 1977)。
的碳氮比污水污泥一般在20:1到40:1之间。因此,低于25:1比例的污泥需要额外的生物可降解碳来活跃微生物的生长。膨胀剂和改进剂提供了补充碳,改善了能量平衡和碳氮比。在木屑中,只有一层薄木头可以作为碳。碳在诸如木屑之类的修正物中更容易获得。
氧气供应堆肥中的氧气浓度应保持在气体质量体积的5%至15%之间。尽管在料堆已观察到工艺氧气浓度低至0.5%而无厌氧症状,一般需要至少5%的有氧条件。氧气浓度高于15%会导致a温度降低因为气流比较大。氧气应到达堆肥材料的所有部分,以获得最佳效果,特别是在容器内系统中。
继续阅读:料堆的过程
这篇文章有用吗?

