复合有氧过程
合并后的需氧过程设计用于承受活性污泥、好氧接触器和滴滤器(生物过滤器)过程中的冲击负荷。这些好氧工艺有几种可能的组合:活性生物过滤器工艺、滴滤器固体接触工艺、生物过滤器活性污泥工艺和滴滤器活性污泥工艺。
活化生物滤池工艺是一种滴滤池回收的二级污泥回到滴滤器,通过附着和悬浮微生物的结合生长来产生更高水平的BOD5去除。高生化需氧量废水流中的负荷,如在食品加工操作中发现的,可以得到充分处理。BOD5的设计负荷通常为3.21至4.0 kg/m3-d,以去除过滤器中60%-65%的BOD5 (Arora和Umphres, 1987)。
基本的滴滤器固体接触过程包括一个滴滤器,一个好氧隐形坦克,这是最后的澄清。滴滤器去除BOD5的效果最好(根据Parker 1999年的数据,去除BOD5的效果约为65%-85%)。在过滤器上形成的生物固体通过接触池中的污泥再循环被脱落和浓缩。在接触池中,悬浮固体曝气时间小于1小时,使固体发生絮凝,从而进一步去除BOD5。TF/SC工艺的总体性能是通过计算滴滤器和好氧接触池的BOD5去除率来确定的(Parker和Bratby, 2001)。
138食物和农业废水接触厌氧系统的利用与处理
厌氧处理在污水生物处理和废水处理中都有应用污泥消化.采用接触厌氧系统进行厌氧处理是处理含大量有机物(高BOD5)的高强度废水的有效方法。食品和农业废水有时属于这类废水流(如血水或粘水)。例如,肉类加工和鱼类处理废水被厌氧处理过程成功处理。在对鱼类加工废水进行厌氧处理的中试研究中,固体的去除率为75%-80%,负荷为3至4公斤COD/m3(消化器日(Balslev-Olsen等人,1990;Mendez等人,1990)。
厌氧处理的微生物学包括兼性和厌氧微生物,它们在没有氧气的情况下,将有机物质转化为气态甲烷和二氧化碳。的厌氧过程包括两个不同的阶段:酸发酵和甲烷发酵.厌氧过程首先将蛋白质等不溶性复杂有机物质降解为可溶性有机物质,这些有机物质反过来又被产酸细菌消耗,产生挥发性脂肪酸,以及二氧化碳和H2。产生甲烷的细菌吞噬先前的生化产物,产生甲烷和二氧化碳。图4.7总结了厌氧处理中涉及的反应和中间产物。
厌氧过程的优缺点
相比好氧废水处理工艺,厌氧工艺有一定的优点:
•厌氧过程产生的生物量要低得多,从而降低了与污泥处理和管理。
•处理高强度、富含有机物的废水是更好的厌氧工艺,因为厌氧工艺不受氧气转移速率的限制(通常是好氧工艺的瓶颈)。
然而,厌氧污水处理工艺还存在以下缺点:
不溶性有机负荷蛋白质、脂类、碳水化合物
不溶性有机负荷蛋白质、脂类、碳水化合物
-

- 细胞

内源性代谢细胞溶菌作用
图4.7。厌氧处理中涉及的反应和中间产物的示意图。
•需要更高的热能来维持厌氧过程所需的温度;然而,这个问题可以通过从这些过程中可能利用甲烷来克服。
•需要更高的保持时间(或滞留时间)来完成流程。
•不良气味通常与厌氧过程有关,由于H2S和硫醇的形成;某些食物废水来源富含S和N化合物,会加剧气味问题。
•厌氧过程产生的污泥更难处理,因此需要额外的资金/时间/设备来处理。
•厌氧系统难以操作,并受到“冲击负荷”的负面影响。
厌氧接触过程
目前使用的厌氧废水处理工艺包括厌氧接触过程,上流式污泥包层反应器,厌氧过滤器(固定床反应器),以及膨胀床过程.装载和
输入 |
液压 |
有机 |
鳕鱼 |
|
鳕鱼, |
拘留 |
加载 |
删除 |
|
过程 |
毫克/升 |
时间,h |
公斤COD / m3d |
(%) |
厌氧接触 |
1500 - 5000 |
2 - 10 |
0.001873 - -0.009364 |
75 - 90 |
过程 |
||||
上流式厌氧 |
||||
污泥层 |
5000 - 15000 |
4 - 12 |
0.015607 - 0.078035 |
75 - 85 |
固定床 |
10000 - 20000 |
24 - 48 |
0.003746 - -0.01873 |
75 - 85 |
膨胀床 |
5000 - 10000 |
5 - 10 |
0.01873 - -0.03746 |
80 - 85 |
厌氧接触过程的性能数据汇总于表4.2。
上流式厌氧污泥包层(UASB)过程
上流式厌氧污泥包层工艺是一种悬浮生长生物工艺
反应堆及其原理图如图4.8所示。
顾名思义,废水从水箱底部向上流入,活性厌氧菌将废物转化为甲烷和二氧化碳。在罐体下部发育有污泥毯,污泥毯中的组分颗粒聚集在一起,以抵抗向上流动的废水的水力剪切,并防止污泥毯被带出罐体。
总体而言,UASB工艺能够在高COD负荷下实现高去除效率。Lettinga等(1980)采用不同规模的UASB系统对甜菜废水进行厌氧处理。在一个6立方米的中试装置中进行的实验表明,在3-8小时的液体滞留时间内,能够处理15-40公斤COD/m3-d的有机空间负荷。在UASB概念的第一个200立方米的全尺寸装置中,在4小时的滞留时间内,可以满意地处理高达16公斤COD-m~3天的有机负荷。USAB反应器的性能受到气液分离器在反应器中截留污泥的能力的限制。
设计UASB反应器需要确保足够的污泥区,因为大多数污泥驻留在那里,有时在污泥毯上方的位置添加挡板,以帮助分离沼气,污泥和液体。
沼气沼气
-

- 图4.8。上升流厌氧污泥-包层工艺示意图。

厌氧过滤器(AF)
在类似的配置滴式过滤器,厌氧过滤器反应器使用过滤介质支持厌氧微生物降解废水进料中的碳质有机物,分别从反应器底部(上行流动方式)或反应器顶部(下行流动方式)进料,如图4.9所示。由于细菌被保留在色谱柱的培养基上,这些细胞的停留时间相当高;这使得细菌有足够的时间来清除有机物。这种长停留时间也使厌氧过滤器适应不同的操作条件。AF反应器的流体动力学是完全混合还是部分混合,这取决于再循环速率。过滤器
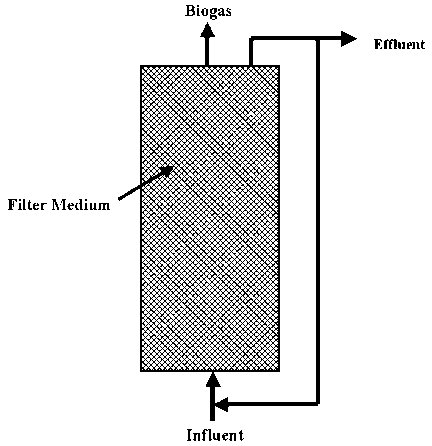
图4.9。原理图上流式厌氧过滤器(AF)。
影响
图4.9。上流式厌氧过滤器(AF)的原理图。
由于生物和无机固体的堆积,中床容易堵塞;然而,定期反冲洗可以缓解堵塞问题和相关的水头损失。
厌氧流化床反应器(AFBR)
的厌氧流化床反应堆是膨胀床反应器(图4.10),其中充满了用于容纳厌氧细菌的固体介质。废水从反应器底部进料并向上流过反应器的含介质柱,该含介质柱能够将介质保留在悬浮液中不受向上流动的废水施加的阻力的影响。
-
")
- 图4.10。厌氧流化床反应器(AFBR)示意图
")
从反应器流出的水被循环利用以稀释进水并保持适当的流速,从而使床层保持膨胀(流化)。由于介质床的膨胀,与厌氧过滤反应器相比,可以在不引起床堵塞和随后的扬程损失的情况下维持大量的生物量。AFBR反应器中生物质浓度为15,000至40,000 mg/L的报道在文献中很常见(Metcalf和Eddy, Inc., 1991)。由于AFBR反应器具有较高的流速,尤其适用于处理高强度的废水食品废水在美国,AFBR反应堆完全可以被设计成理想状态混合反应堆, CSTR。
AFBR中介质的选择需要进一步说明;理想的介质必须轻(易于流态化)、小(易于流态化且表面体积比高)、多孔且空隙大(为生物和惰性固体提供更多空间)、惰性(对化学和生物反应)以及耐磨损和侵蚀。硅砂、无烟煤、网状聚酯泡沫和活性炭是AFBR反应器中常用的介质。
继续阅读:先进污水处理工艺
这篇文章有用吗?
